























































U značek, kde selhání švu není přijatelným výsledkem, stojí za pochopení rozdílu mezi těmito dvěma situacemi do určité míry.
Standard 27,12 MHz: Proč se vysokofrekvenční svařování zahřívá jinak
Hlavním rozdílem mezi vysokofrekvenčním svařováním a konvenčním tepelným spojováním není pouze účinnost – je to směr, ve kterém se teplo šíří materiálem.
Konvenční metody (horké tyče, vyhřívané desky, horkovzdušné pistole) aplikují energii na povrch materiálu a spoléhají na vedení, které přivede vnitřek na teplotu lepení. U tenkých filmů to funguje adekvátně. U tlustých a hustých laminátových tkanin TPU používaných v prémiových vodotěsných výstrojích to vytváří praktický problém: přivedení vnitřního rozhraní na teplotu fúze vyžaduje dostatečnou dobu setrvání na povrchu, aby se nejprve riskovalo spálení nebo deformace vnější vrstvy. Okno mezi „nedostatkem“ a „příliš mnoho“ se s rostoucí tloušťkou materiálu zužuje.
RF svařování to obchází tím, že generuje teplo z materiálu spíše než ho vede dovnitř. Profesionální vysokofrekvenční svařovací zařízení pracuje na 27,12 MHz – určeném vysokofrekvenčním pásmu ISM (průmyslové, vědecké a lékařské) přidělené pro tuto třídu průmyslových zařízení. Při této frekvenci střídavé elektromagnetické pole způsobí, že se polární molekuly v TPU pokusí o nové uspořádání při každé oscilaci: přibližně 27 milionůkrát za sekundu. Molekulární tření, které vzniká, generuje teplo rovnoměrně v celé svarové zóně, na rozhraní, kde musí dojít k fúzi, aniž by se spoléhalo na tepelnou vodivost mezi povrchy.
Při současně aplikovaném pneumatickém tlaku materiál na spojovacím rozhraní dosáhne tavné teploty a vrstvy se spojí na molekulární úrovni. Jakmile je pole odstraněno a materiál se ochladí pod trvalým tlakem, původní hranice mezi dvěma panely již strukturálně neexistuje – svarová zóna se stala jedním souvislým kusem materiálu. Při destruktivní tahové zkoušce se tato zóna obvykle drží za bodem porušení okolní základní tkaniny. Tento výsledek je praktickým měřítkem pro správně provedený RF svar.
Welding 840D High-Tenacity TPU: Užší rezerva pro chyby
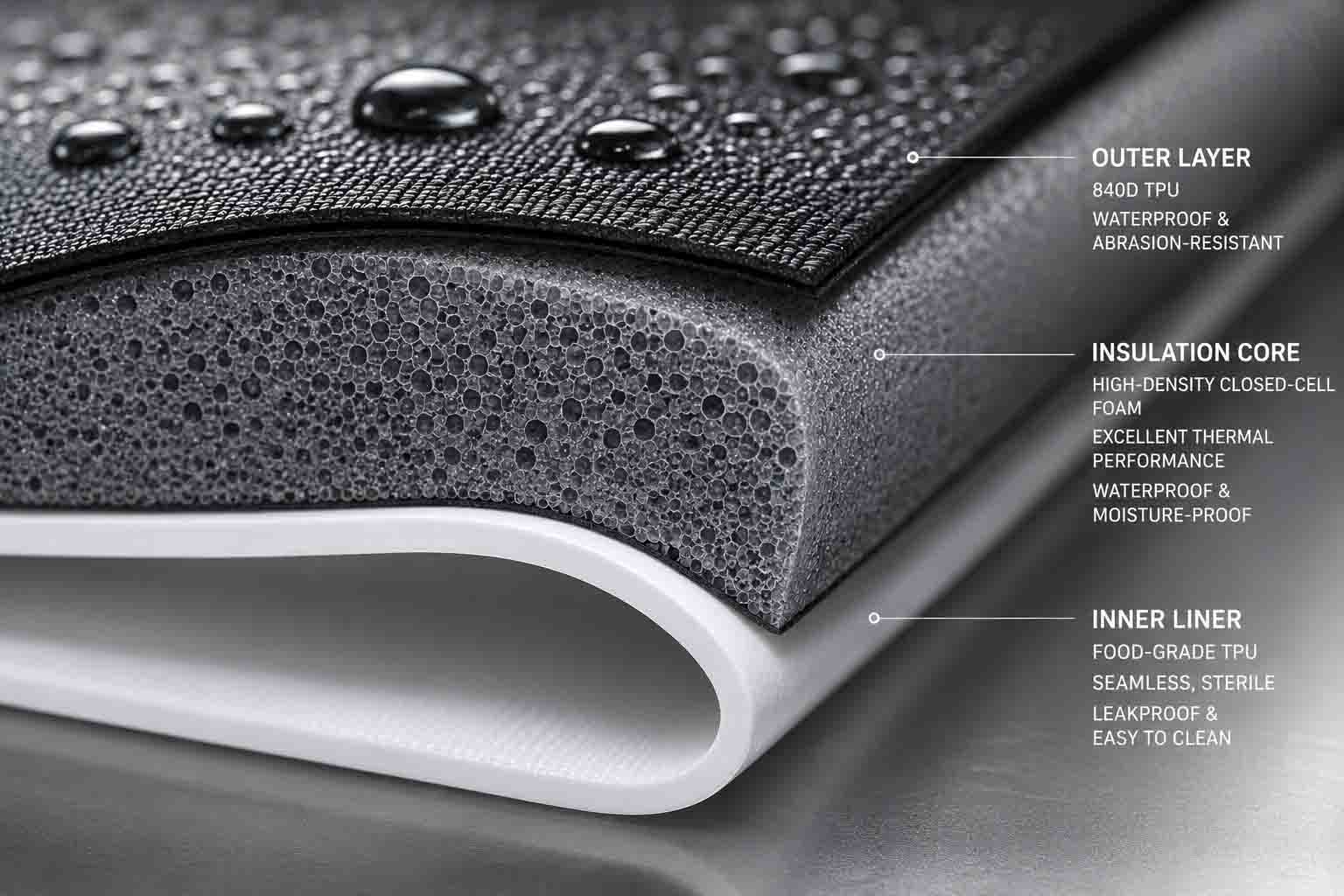
RF svařování funguje na celé řadě kompatibilních termoplastů – PVC, PET, EVA, různé tkaniny potažené PU. Pro náročné venkovní aplikace vyžadující trvalou odolnost proti oděru a strukturální integritu při zatížení je srovnávacím materiálem TPU s vysokou pevností 840 denier. Je to také ten, který klade největší nároky na kalibraci procesu.
Vyšší denier znamená větší hmotu materiálu v zóně svaru, což vyžaduje více elektromagnetické energie k dosažení teploty fúze. Potíž je v tom, že to neznamená pouze zapnutí napájení. Operační okno – rozsah mezi nedostatečnou energií (neúplné spojení, svar náchylný k úniku) a nadměrnou energií (spalování materiálu, narušená vodotěsná bariéra) – se zužuje s rostoucí hmotností tkaniny. Nastavení výkonu, které funguje čistě na 420D TPU, může vytvářet studená místa na 840D ve stejnou dobu cyklu, zatímco nastavení kalibrované pro 840D může ve stejném produktu spalovat tenčí materiály.
To vyžaduje kalibraci specifickou pro materiál. Když 840D TPU vstoupí na výrobní linku – ať už jde o uvedení nového produktu nebo novou dávku materiálu od stejného dodavatele – RF výkon, tlak lisu a načasování cyklu je třeba ověřit s ohledem na tento konkrétní materiál: jeho denier, hmotnost povlaku TPU a složení. Tyto parametry patří do dokumentovaného SOP, ověřeného na začátku každé výrobní série. Zařízení používající jednotná nastavení pro všechny hmotnosti tkaniny tuto práci neprovádí, bez ohledu na to, jak je funkce popsána.
Tři procesní proměnné, které určují konzistenci výroby
Prototyp procházející tlakovou zkouškou prokáže, že je dosažitelný správný svar. Konzistentní produkce vyžaduje řízení proměnných, které určují, zda je opakovatelná napříč objemem.
Přesnost lisování
Svařovací nástroj – tvarovaná elektroda, která se dotýká materiálu a definuje geometrii svaru – je opracována z mosazi nebo hliníku na rozměry požadované konkrétním vzorem švu. Rozměrová přesnost u těchto nástrojů není druhořadým problémem. Nerovný povrch matrice vytváří nerovnoměrné rozložení tlaku v zóně svaru, což způsobuje nerovnoměrné vnitřní zahřívání: studená místa, kde materiál nedosáhl plné tavné teploty, a horká místa, kde byl přehřátý. Studená místa se stávají iniciačními body úniku. Horká místa se stávají oblastmi ztenčování materiálu, které ohrožují dlouhodobou integritu švů.
Opotřebení matrice má stejný vliv na objem výroby. Kontaktní povrchy, které byly na začátku výrobní kampaně v toleranci, se postupně odchylují od tolerance. Zodpovědné operace vysokofrekvenčního svařování sledují stav matrice a vyměňte nebo překalibrujte nástroje dříve, než opotřebení ovlivní kvalitu svaru – nikoli poté, co začne testování kontroly kvality vykazovat zvýšenou poruchovost.
Aplikace tlaku: Dvě fáze, dvě různé funkce
Pneumatický tlak při vysokofrekvenčním svařování slouží odlišným funkcím během aktivní svařovací fáze a chladící fáze, která následuje, a na obou záleží.
Během aktivní RF fáze zajišťuje tlak těsný kontakt mezi vrstvami materiálu na svarovém rozhraní, což umožňuje molekulární prolínání, když TPU dosáhne teploty fúze. Během chladící fáze po odstranění RF energie tlak udržuje tavenou zónu na místě, zatímco polymerní řetězce tuhnou. Uvolnění tlaku předtím, než se svarová zóna dostatečně ochladí, umožňuje stále měkkému materiálu deformovat se – vytváří slabší spoj a rozměrové nekonzistence na okrajích svarové zóny, které se při použití stávají body koncentrace napětí.
Předčasné uvolnění tlaku patří mezi nejběžnější procesní zkraty při vysokoobjemovém vysokofrekvenčním svařování, kde tlak na dobu cyklu vytváří provozní pobídku k rychlému přechodu na další součást. Výsledné svary často projdou vizuální kontrolou a počátečním nízkotlakým testováním, poté vykazují zvýšenou poruchovost při trvalém zatížení a opakovaném cyklování ohybu v terénu.
Časování cyklu
Kompletní RF svařovací cyklus probíhá ve třech fázích: předlisování (tlak aplikovaný před RF aktivací, umožňující materiálu správně sedět v matrici), aktivní svar (zapnutá RF energie, dochází k molekulárnímu ohřevu a fúzi) a chlazení pod tlakem (RF vypnuto, svarová zóna tuhne). Každá fáze má optimální dobu trvání specifickou pro tloušťku materiálu, hmotnost povlaku a geometrii matrice při použití.
Tato časování se mezi materiály nepřenáší. Cyklus vyvinutý pro konkrétní specifikaci TPU podvaří těžší látku a riskuje převaření lehčího materiálu použitého jinde ve stejném produktu. Když se materiálové specifikace mění mezi výrobními sériemi – různé denier, různé hmotnosti povlaku, různé šarže dodavatele – parametry cyklu vyžadují opětovné ověření, nikoli předpoklad kontinuity.
Testování hydrostatického tlaku 1,0 bar: Co to vlastně potvrzuje
Vizuální kontrola švů identifikuje vady na úrovni povrchu: viditelné stopy po spálení, zjevné mezery v pokrytí svarů, hrubé rozměrové zkreslení. Neidentifikuje nedostatečně tavené vnitřní zóny, mikrodutiny na svarovém rozhraní nebo studená místa, která drží za okolních podmínek, ale otevírají se při zatížení. U vodotěsných výrobků s jakýmkoli nárokem na hodnocení tlaku je vizuální kontrolou podlaha, nikoli strop.
Test hydrostatickým tlakem 1,0 bar je ověřovacím standardem pro seriózní venkovní produkty svařované RF. Jeden bar odpovídá hydrostatickému tlaku 10metrového vodního sloupce – výrazně mimo podmínky ponoření, se kterými se většina venkovních produktů setká při použití v terénu, což je přesně to, co z něj dělá smysluplný test výrobní kvalifikace.

Postup: hotové výrobky se nafouknou na vnitřní tlak 1,0 bar a buď se ponoří do vody, nebo se udrží pod tlakem po definovanou dobu. Podmínkou vyhovění je nulová emise mikrobublin z jakéhokoli švu, zóny svaru nebo uzavíracího bodu. Jedna bublina označuje cestu úniku, která propustí vodu při použití v terénu bez ohledu na měřítko. Na této úrovni testu není přijatelné částečné úspěšné.
To, co test potvrzuje, přesahuje to, zda konkrétní jednotka v okamžiku testování drží tlak. Produkt procházející tlakem 1,0 bar potvrdil plnou molekulární fúzi v každé svarové zóně, správný kontakt matrice v celé geometrii švu a dostatečné chlazení před uvolněním tlaku. Konzistentní rychlost průchodu v rámci výrobní série je důkazem řízení procesu – nikoli variací jednotlivých jednotek, které se staly pozitivním trendem.
Frekvence testování je stejně důležitá jako závažnost testu. Testování na jednotku na kritických výrobcích švů poskytuje kompletní pokrytí výroby a zachycuje jednotlivé poruchy před odesláním. Dávkové vzorkování poskytuje statistickou spolehlivost při nižších nákladech, ale umožňuje projít jednotlivými selháními. Vhodný protokol závisí na následných nákladech na selhání jedné jednotky – u produktů, kde jeden únik generuje reklamaci záruky a potenciální expozici značce, je racionální testování na jednotku.
Hodnocení schopnosti RF svařování: Otázky, které rozlišují vyspělost procesu
Prevence úniku u vysokofrekvenčně svařovaných vodotěsných výrobků je výsledkem inženýrství, nikoli výrobním tvrzením. Procesní proměnné jsou známy, kontrolní metody jsou zavedeny a testovací protokol, který ověřuje výsledek, je dobře definován. Výrobce se skutečnými schopnostmi v této oblasti popíše svůj provoz v těchto konkrétních podmínkách.
Otázky, které stojí za to položit při hodnocení dodavatele, jsou konkrétní:
Jak je dokumentováno nastavení RF napájení a doby cyklů podle specifikace materiálu a co spouští opětovné ověření při změně šarže materiálu?
Jak je monitorován stav matrice a při jaké prahové hodnotě se nástroje vyměňují?
Provádí se hydrostatické testování na jednotce nebo odběrem vzorků a při jakém tlaku?
Mohou poskytnout zkušební záznamy z nedávných výrobních sérií srovnatelných produktů?
Pro zařízení, které tyto proměnné skutečně řídí, to nejsou těžké otázky. Jsou to velmi obtížné otázky pro zařízení, které provozuje vysokofrekvenční svařovací zařízení bez procesní disciplíny. Odpovědi vám řeknou, v jaké situaci se nacházíte.